Site Fondatioun Behandlung
1. Ier Dir d'HDPE Geomembran leet, gëtt d'Liichtbasis zesumme mat den zoustännegen Departementer iwwerpréift.D'Basis vun der leeën soll fest a flaach sinn.Et däerf keng Bamwurzelen, Schutt, Steng, Betonpartikelen, Verstäerkungskäpp, Glaschips an aner Schutt sinn, déi d'Geomembran an der vertikaler Tiefe vu 25 mm beschiedegen.Benotzt e Radkomprimator fir ze kompaktéieren fir Autosmarken, Foussofdréck a Buedembumpen ze läschen.Zousätzlech sollen d'Buedembuerger méi grouss wéi 12 mm och ofgeschnidden oder kompaktéiert ginn.
2. Wann HDPE Geomembran op der Réckfill geluecht gëtt, däerf d'Kompaktheet vun der Réckfill net manner wéi 95% sinn.
3.D'Site Fondatioun soll fräi vu Waasser seepage, Schlamm, ponding, organesch Rescht a schiedlech Substanzen sinn, datt Ëmweltverschmotzung verursaache kënnen.D'Ecke vun der Basis soll glat sinn.Generell soll säi Bogenradius net manner wéi 500 mm sinn.

Technesch Ufuerderunge fir HDPE Geomembran Installatioun.
1. D'Leedung an d'Schweißen vun HDPE Geomembran soll am Wieder duerchgefouert ginn, wou d'Temperatur iwwer 5 ℃ ass an d'Wandkraaft ënner Grad 4 ouni Reen oder Schnéi ass.
2. De Bauprozess vun HDPE Geomembran soll an der folgender Uerdnung duerchgefouert ginn: Geomembran leeën → Lapping Schweess Gelenker → Schweess → Inspektioun op der Plaz → Reparatur → Re Inspektioun → Réckfill.
3. D'iwwerlappend Breet vun de Gelenker tëscht Membranen däerf net manner wéi 80mm sinn.Allgemeng soll d'Gelenkerarrangementsrichtung gläich sinn mat der maximaler Steigungslinn, dat heescht, et soll laanscht den Hangrichtung arrangéiert ginn.
4. Wärend der Lag vun HDPE Geomembran, kënschtlech Falten solle sou wäit wéi méiglech vermeit ginn.Wann Dir HDPE Geomembran leet, gëtt d'Expansiounsdeformatioun, déi duerch Temperaturännerung verursaacht gëtt, reservéiert no der lokaler Temperaturännerungsberäich an de Leeschtungsfuerderunge vun der HDPE Geomembran.Zousätzlech gëtt d'Expansiounsbetrag vun der Geomembran reservéiert no dem Site terrain an der Geomembran leeën fir un déi ongläich Siidlung vun der Fondatioun unzepassen.
5. Nodeems d'HDPE Geomembran geluecht ass, ginn op der Membranoberfläche an Handwierksgeschir miniméiert.Objeten déi Schued un der HDPE Geomembran verursaache kënnen däerfen net op der Geomembran plazéiert ginn oder op der Geomembran gedroe ginn fir zoufälleg Schued un der HDPE Membran ze vermeiden.
6. All Personal op der HDPE Film Konstruktioun Site däerf net fëmmen, Schong mat Nägel oder High-Heeled Hard Soled Schong fir op der Filmoberfläche ze goen, oder eng Aktivitéit engagéieren, déi den impermeable Film beschiedegen kann.
7. Nodeems d'HDPE Geomembran geluecht ass a ier d'Schutzschicht bedeckt ass, gëtt e 20-40Kg Sandbeutel an der Ecke vun der Membran all 2-5m plazéiert fir ze verhënneren datt d'Geomembraan vum Wand geblosen gëtt.
8. HDPE Geomembran soll natierlech an no bei der Ënnerstëtzungsschicht sinn, a soll net an der Loft gefaltet oder suspendéiert ginn.
9. Wann d'Geomembraan a Sektiounen gebaut gëtt, gëtt d'Uewerschicht an der Zäit no der Lëftung bedeckt, an d'exposéiert Zäit an der Loft däerf net méi wéi 30 Deeg sinn.
D'Verankerung vun der HDPE Geomembran soll no dem Design duerchgefouert ginn.Op Plazen mat komplexen Terrain am Projet wäert d'Konstruktiounsunitéit aner Verankerungsmethoden proposéieren, déi no der Zoustëmmung vun der Designunitéit an der Iwwerwaachungsunitéit duerchgefouert ginn.

HDPE Geomembran Schweess Ufuerderunge:
1. D'iwwerlappend Uewerfläch vum HDPE Geomembran-Schweiß soll gratis vu Dreck, Sand, Waasser (dorënner Tau) an aner Gëftstoffer sinn, déi d'Schweißqualitéit beaflossen, a während dem Schweißen gereinegt ginn.
2. Am Ufank vum Schweess all Dag (am Moien an no Mëttegiessen Paus), Test Schweess muss éischt op der Plaz duerchgefouert ginn, a formell Schweess kann nëmmen duerchgefouert ginn nodeems se qualifizéiert ass.
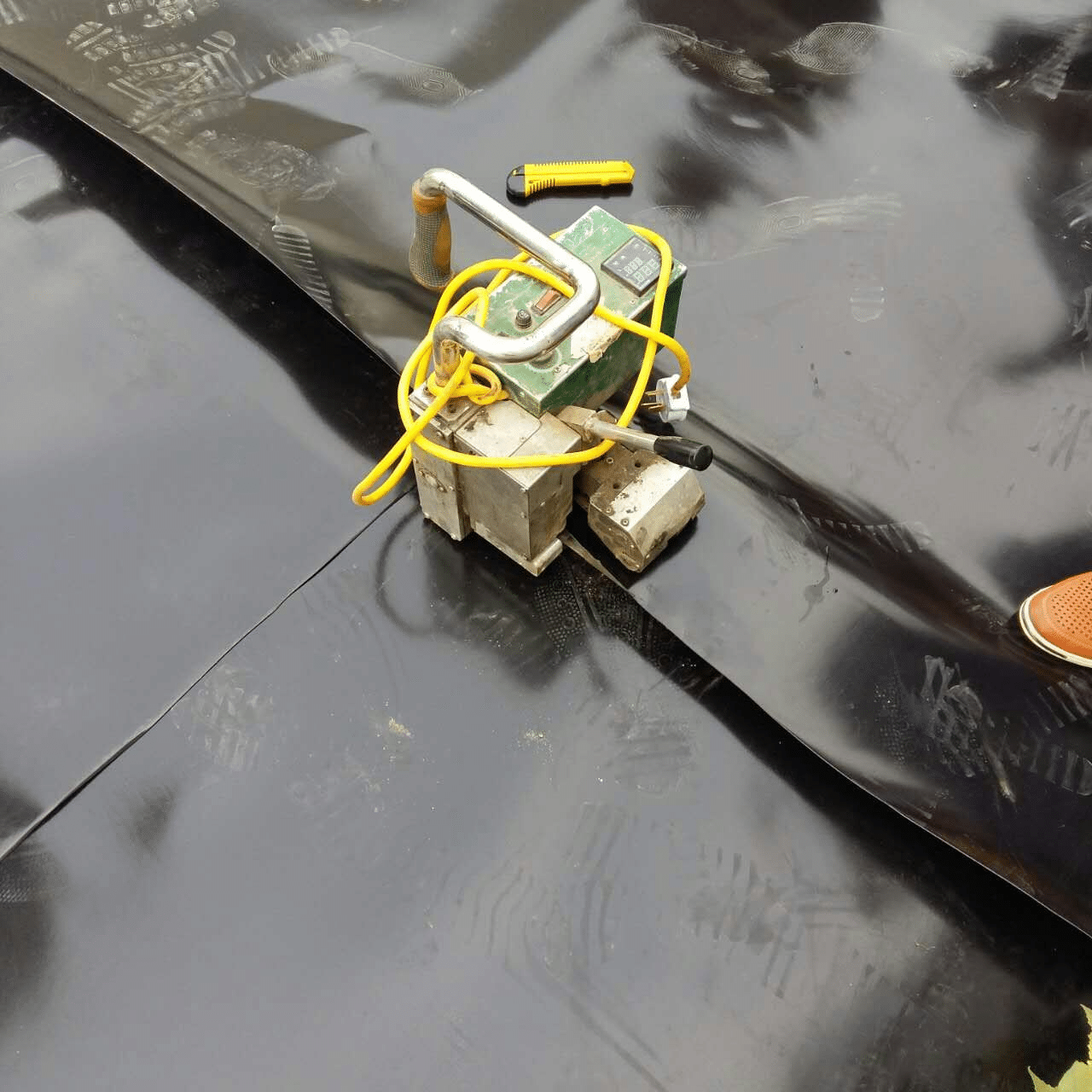
3. D'HDPE Geomembrane soll duerch duebel Streck Schmelz-Schweißmaschinn geschweest ginn, an d'Extrusiounsschweißen oder d'Hot-Loft-Pistoul-Schweißen däerf nëmmen op Plazen benotzt ginn, wou d'Reparatur, d'Ofdeckung oder d'Heemschmelz-Schweißmaschinn net erreechen kann.
4. Während der Konstruktioun gëtt d'Aarbechtstemperatur an d'Geschwindegkeet vun der Schweessmaschinn ugepasst a kontrolléiert zu all Moment no der Temperatur a Materialeigenschaften.
5.HDPE Film bei der Schweess soll als Ganzt geschweest ginn, an et gëtt keng falsch Schweess, fehlend Schweess oder exzessiv Schweess.Déi verbonne zwou Schichten vun HDPE Geomembran muss flaach a sanft geklappt ginn.
Weld Qualitéitskontroll
Mat dem Fortschrëtt vum Bau ass et néideg fir d'Schweißqualitéit vum HDPE-Film an der Zäit ze kontrolléieren an d'Schweiße mat enger waarmer Loftpistoul oder enger Plastiksschweesspistoul zu all Moment fir fehlend Schweißen a fehlerhafte Schweißdeeler ze reparéieren.Déi spezifesch Methode sinn wéi follegt:
1.D'Inspektioun gëtt an dräi Schrëtt duerchgefouert, nämlech visuell Inspektioun, Inflatiounsinspektioun a Schuedtest.
2. Visuell Inspektioun: iwwerpréift ob déi zwee Schweißen flaach, kloer, Faltenfräi, transparent, Schlackfräi, Bubble, Leckpunkt, Schmelzpunkt oder Schweißkugel sinn.
Visuell Inspektioun ass haaptsächlech d'Erscheinung vun der geluechte Geomembran, d'Schweißqualitéit, d'T-förmlech Schweißen, d'Substratschutt, asw.. All Baupersonal soll dës Aarbecht an all Bauprozesser ausféieren.
3. Nieft der visueller Inspektioun gëtt Vakuuminspektioun fir d'Dichtheet vun all Schweißen ugeholl, an d'Selbstinspektioun gëtt verstäerkt fir d'Deeler déi net duerch Vakuum iwwerpréift ginn.
4. D'Inflatiounskraaft, déi vum Inflatiounsdrock festgestallt gëtt, ass 0.25Mpa, an et gëtt keng Loftleckage fir 2 Minutten.Bedenkt datt dat opgerullt Material mëll an einfach ze deforméieren ass, ass den zulässlechen Drockfall 20%
5. Wann Dir tensile Test op der Probe aus der duebeler Schinne-Schweiß geholl gëtt, ass de Standard datt d'Schweiß net zerräissen ass, awer d'Mamm ass zerräissen a beschiedegt während de Peel- a Schéierprüfungen.Zu dëser Zäit ass d'Schweißen qualifizéiert.Wann d'Probe onqualifizéiert ass, gëtt en zweet Stéck aus der ursprénglecher Schweiß geholl.Wann dräi Stécker onqualifizéiert sinn, gëtt de ganze Schweiß ëmgeschafft.
6. Echantillon, déi den Test passéieren, ginn dem Besëtzer, dem General Contractor an relevant Unitéiten fir Areeche presentéiert.
7. Mängel, déi an der visueller Inspektioun, der Inflatiounserkennung an der Schuedtest fonnt goufen, ginn an der Zäit reparéiert.Déi, déi net direkt reparéiert kënne ginn, solle markéiert ginn fir Ausléiser während der Reparatur ze vermeiden.
8. An der Erscheinungsinspektioun, am Fall vu Mängel wéi Lächer op der Membranoberfläche a fehlend Schweißen, fehlerhafte Schweißen a Schued beim Schweißen, gëtt frësch Basismetall benotzt fir an der Zäit ze reparéieren, an all Säit vun der reparéierter Narben iwwerschreift d' beschiedegt Deel vun 10-20cm.Maachen records.
9. Fir d'reparéiert Schweess gëtt detailléiert visuell Inspektioun allgemeng duerchgefouert, an d'Verëffentlechung gëtt no der Reparatur bestätegt fir zouverlässeg ze sinn.
Post Zäit: Dez-14-2022